 |
|
 |
Photo Album |
|
|
Description: GFRC (glass fiber reinforced concrete)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GFRC or lightweight precast concrete product, resembles aged stone at approximately 25% of the weight. | |
| Available in 12 beautiful textures and 12 standard colors. | |
| GFRC is just another term for lightweight precast concrete and is usually used in more contemporary or rustic themed homes using the old world, travertine, or others of our many textures resembling the aged and weathered stone of the Mediterranean, Tuscany and even the Cantera or Adoquin stone of old Mexico. GFRC can be made to resemble many natural stone products. | |
| Lightweight thin wall with many different textures available (see below). | |
| Made from sand or aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid or machine sprayed into onsite molds. | |
| GFRC is usually used in residential and commercial projects. There are 12 amazing textures and 12 standard colors in our precast concrete line for which there is no up charge and can make our product in custom colors for a extra charge (see our color charts). | |
|
(click here to go to
GFRC and precast concrete colors)
|
| Foam coated precast can be made to resemble many natural products. | |
| 3/8" thick limestone sand is extruded onto a foam shape | |
| Made from limestone sand, polymers, and integrated pigment. | |
| Wet poured, sprayed or hand applied into onsite molds or extruded onto foam shape and hand ground. |
| GRG can be made to resemble many natural products. | |
| Recommended for indoor use only (unless modified). | |
| Made from gypsum, sand or aggregates, polymers, and integrated pigment. | |
| Wet poured, sprayed or hand applied into onsite molds. |
![]()
 (click to enlarge)
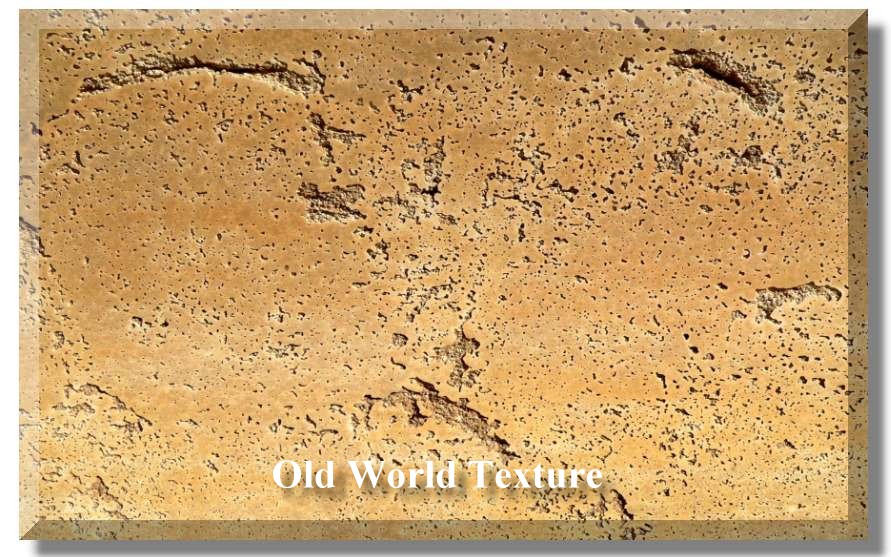
(click to enlarge) | Old world texture, everyone's favorite precast concrete or GFRC product, resembles aged stone with flashes of color and deep fissures. | |
| Lightweight thin wall GFRC or full weight precast, with bright multicolored hand made highlights. | |
| Made from sand or special aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid into molds. | |
| Base price. |
 (click to enlarge)
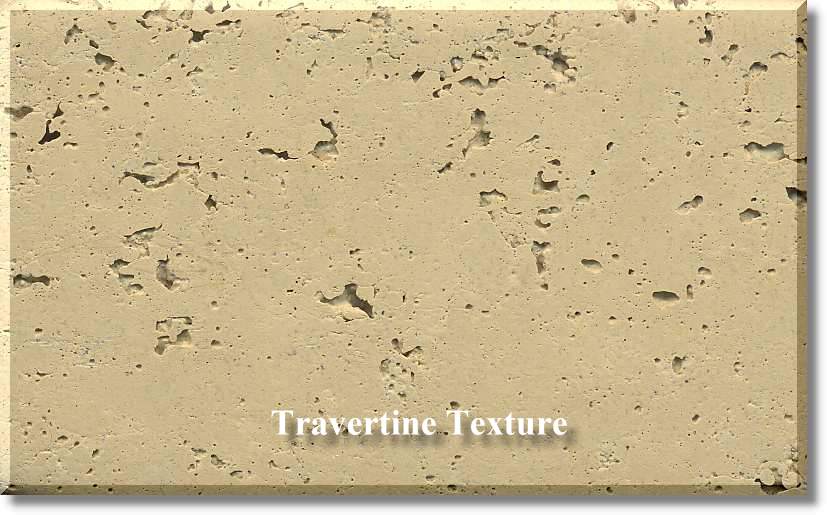
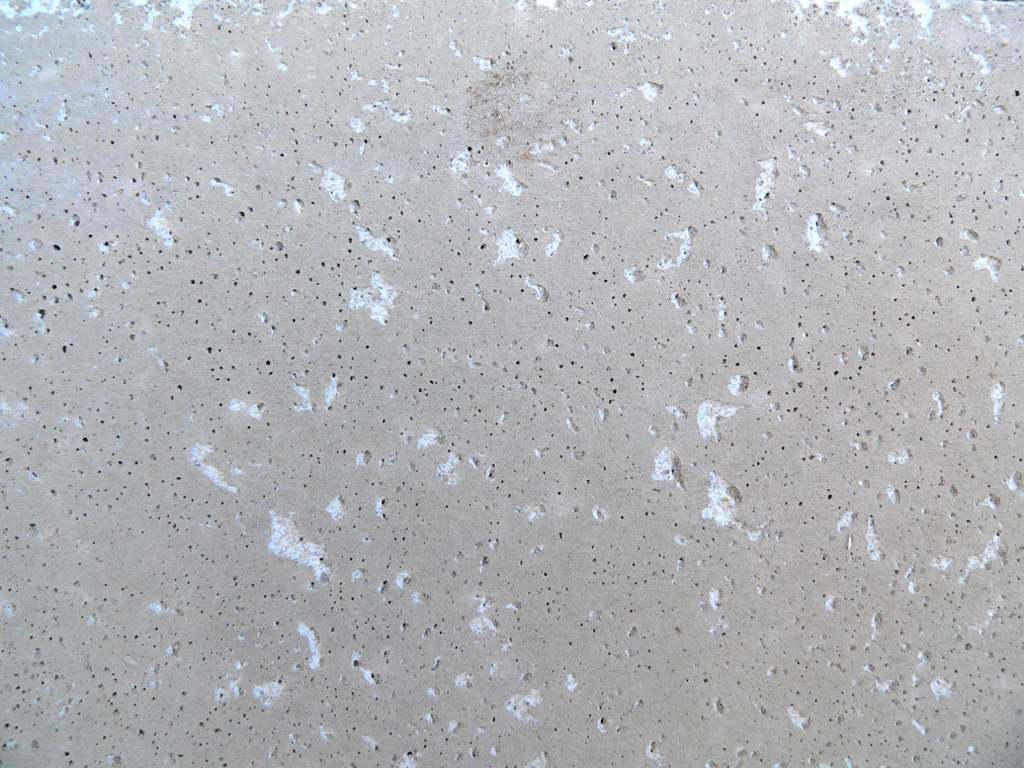
(click to enlarge) | Travertine texture, made in precast concrete or GFRC product, resembles travertine or cut and polished limestone. | |
| Lightweight thin wall GFRC or full weight precast, with smooth regular polished surface with small irregular fissures. | |
| Made from sand or aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid into molds. | |
| Base price |
 (click to enlarge)
(click to enlarge)
| Smooth texture, precast concrete or GFRC product, smooth plaster like finish, with a regular surface. | |
| Lightweight thin wall or full weight. | |
| Made from sand and aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid or sprayed into molds. | |
| Base price. |
 (click to enlarge)
(click to enlarge) | Scagliola texture, made in precast concrete or GFRC product, rich natural stone texture resembling cut marble. | |
| Name is derived from the Italian word "scaglia" meaning "chips of stone". | |
| Ancient secret formula dating from the 15th century, revived and improved upon by Italian monks in the 17th century, and which had all but disappeared by the 19th century. | |
| Lightweight thin wall GFRC or full weight precast, with smooth polished surface with many small irregular fissures and swirls. | |
| Made from crushed limestone or aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid into molds. | |
| 10% more expensive than our base price. |
 (click to enlarge)
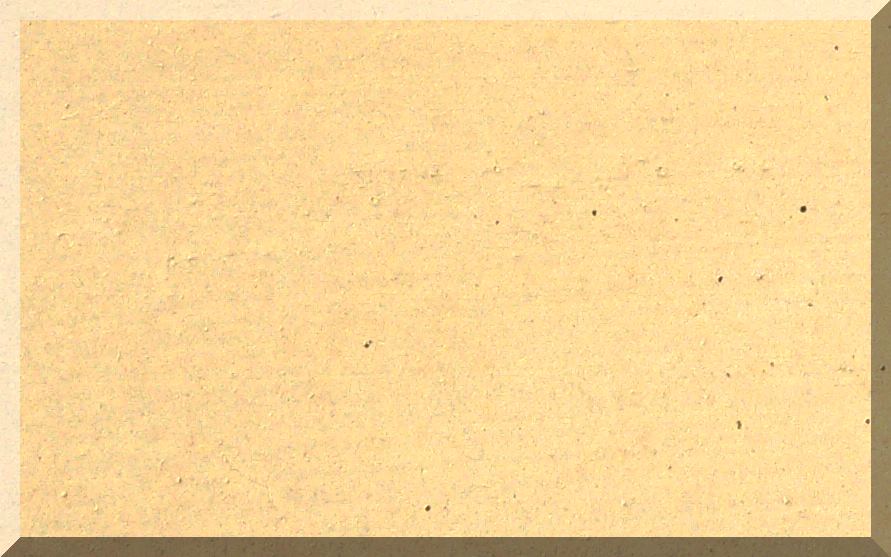
(click to enlarge)| Fino or dry cast texture resembles expensive cut limestone at 25% of the cost. | |
| Fino texture has sharp edges and rich texture, more uniform in color and texture than other cast products. | |
| Can also be made in lightweight GFRC. | |
| Made from limestone sand, white cement and integrated pigment. | |
| Dry packed into molds under extreme pressure. | |
| The difference between high end cast stone and precast concrete is easily seen, and even the novice can appreciate the high quality limestone like finish on a cast stone product. Made with old time European techniques and using crushed limestone in our mix which gives our product a very special texture and quality, unseen in normal precast products. | |
| 15% more expensive than our base price |
 (click to enlarge)
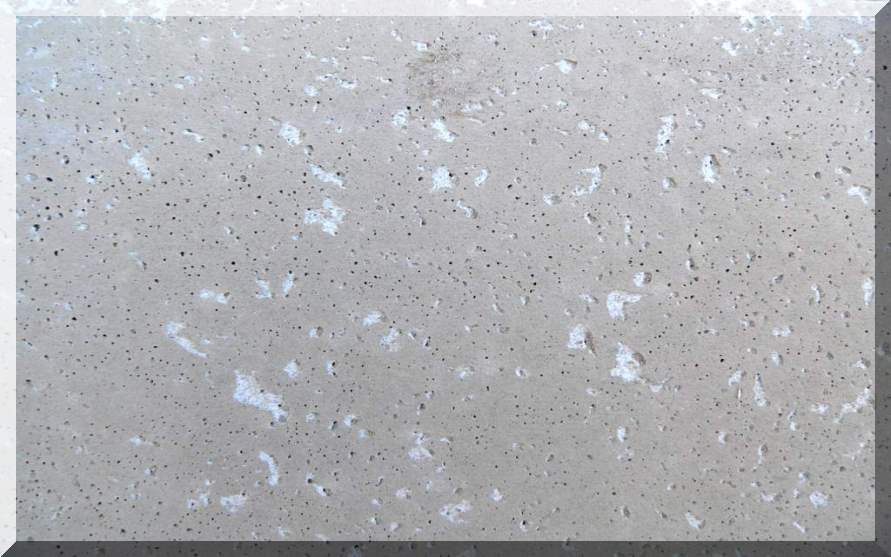
(click to enlarge) | Filled Travertine texture, made in precast concrete or GFRC product, resembles filled travertine. | |
| Lightweight thin wall GFRC or full weight precast, with smooth regular polished surface with small irregular fissures. | |
| Made from sand or aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid into molds, fissures and small holes are later filled with a special blend of cementitious material. | |
| 10% more expensive than our base price |
 (click to enlarge)
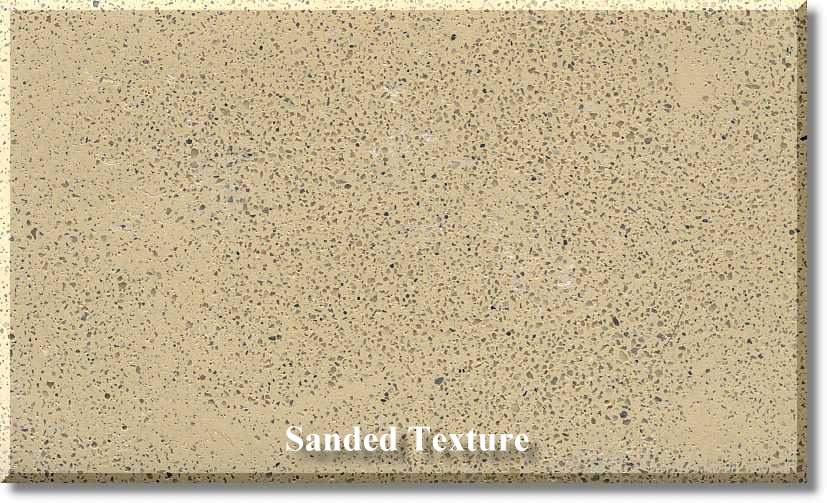
(click to enlarge) | Sanded texture, precast concrete or GFRC product, resembles sandstone, regular smooth sandy surface. | |
| Lightweight thin wall GFRC or full weight precast, with sandstone look and feel. | |
| Made from sand and aggregates, fiberglass reinforcement, cement, and integrated pigment. | |
| Hand laid or sprayed into molds and sand washed to expose the aggregates. | |
| 10% more expensive than our base price |
| Table 1: Exposures of Architectural Precast | ||
| Exposure categories | Description | Techniques |
| Nonexposed | Cement paste only, as removed from the form | Form finish (as cast) Form liners |
| Light | Matrix dominant, surface skin of cement and sand is removed | Acid etch Abrasive blast Cast stone |
| Medium | Coarse aggregate is exposed in equal areas to the matrix, 50/50 | Surface retarder Abrasive blast Acid etch Bushhammering |
| Deep | Greater coarse aggregate exposure, very little matrix is seen | Surface retarder Abrasive blast |
Home
●
Cast Stone Photo Album ● Cast
Stone And Precast Seminar
Cast stone & Precast Products ●
Cast Stone Colors ●
Cast Stone Textures ●
About Ventura Cast Stone
● Cast Stone Catalog ●
What's New At Ventura Cast Stone ●
Contact Us ●
Cast Stone Links
● Cast
Stone Installation
● Job Opportunities
![]()
Last modified: 10/22/15
Copyright © 2002 Ventura Cast Stone,
Inc.
PO Box 552, Somis, CA 93066 (805) 386-8185 Fax: (805) 386-3002
The "Dry Cast" method is a two part process, a face material to give you the similar finish to natural stone. Mechanically compacted to the rear of this is the backing mix to give the units strength in the terms of handling ability
Dry cast units are immediately demolded after casting and are hand finished to a very high standard.
Wet Cast as the name suggests produces structural products like heads and sills but is also used for San Francisco precast slabs, beams and other similar products, that are for high exposure or structural situations where greater loads are required on the finished unit. The Wet Cast also has the added advantage of specialist finishes with the use of special sand aggregates.
Cast Stone is known by a variety of other names including art stone, reconstructed stone, reconstituted stone, artificial stone and manufactured stone. This defines cast stone as any material manufactured with aggregate and cementicious binder and intended to resemble in appearance, and be used in a similar way to, natural stone. San Francisco Cast stone is either homogenous through out or consists of a facing material and backing concrete.
| Semidry mixes | |
| Precast concrete or sometimes referred to as 'wet' cast. |
The majority of San Francisco cast stone manufactures use the semi-dry method of san francisco precast production. And is the more commonly widely used method of manufacture. Early consultation with us is advisable to ascertain the correct method of production for your project.
Sizes: Components produced using napa Valley precast the semidry method are limited in size with face dimensions of Ashlar units normally no greater than 1200x600mm. This is mainly because of the fact a semi dry mix is used, which require rapid and rigorous compaction with hand held pneumatic tampers. The semidry method of production is best suited to traditionally sized ashlars quoins, sills, copings, door and window surrounds, etc.
Structural requirements: Components requiring reinforcement which is more complex than a few straight bars or a layer of fabric reinforcement, must be produced using the wet cast method of production. This is because it is difficult to achieve thorough compaction of semidry mixes around congested reinforcement.
Appearance: Napa Valley Cast stone can replicate a variety of cast stone Colors and Textures . The semidry method of production is used to simulate limestones and sandstones. Where a component has a particularly intricate pattern or profile including slender projections, precast concrete may have to be used in preference to the 'semidry' method. Good color matching between components can be achieved by both methods, although fineline precast textural differences become apparent at close range.
Economics: Rapid production rates with frequent reuse of molds are possible with cast stone produced using semidry mixes. Where as with the Wet Cast process a higher number of San Francisco concrete molds is required to achieve the same casting program, but careful thought a planning stages of the contract can minimize the number of concrete molds. In Fact an additional 2-3 weeks extra lead-time for standard or semi standard products can sometimes be all that is needed to achieve the same casting program.
The production of cast stone using semidry mixes differs from that of wet method in several ways.
Semi Dry ~ De-molding takes place immediately after compaction. This allows a rapid casting cycle with e.g. up to 80 or more basic components (sills, copings, etc.) a day from a single mold.
Wet Cast ~ Where as to manufacture the equivalent in wet cast it would not only take longer but you would require 1 mold per cast per day i.e. to produce 80 units a day you would need 80 molds.
Semi Dry ~Compaction is carried out by pneumatic tampers rather than by vibration.
Wet Cast ~ Compaction is carried out by vibration.
Semi Dry ~ *Separate facing and backing mixes are often used for components like ashlars, sills, heads and jambs, where the backing mix is concealed from view. Separate facing and backing mixes are used primarily to economize on the facing mix. This requires a separate facing mix to be not less than 20 mm thick at any point, with semidry cement sand facing mixes and concrete backing mixes each mix is placed and compacted in immediate succession to ensure that they are effectively monolithic.
Wet Cast ~ Wet Cast units are manufactured from a through colored homogenous mix.
Semi Dry ~ Water repellent admixtures are invariably used in facing mixes to reduce permeability. Giving a water absorption of Grade B. All constituents are accurately weigh batched with the moisture content monitored regularly. Mix batches are necessarily small to prevent any premature drying of the mix. Thorough mixing and compaction are critical to ensure that the cast stone achieves the required density (typically between 1850-2100kg/m2), compressive strength and permeability.
Wet Cast ~ superplasticisers and accelerators are used to ensure good flow of the mix during vibration and compaction to achieve a smooth, compact and blow hole free finish (where ever possible finish smooth after dressing) also to give good early strength. Typical cube tests at 7-10 Days are that of the equivalent of that of a semi dry unit at 28 Days
Standard - Cast stone items that are manufactured in accordance with our Technical specification sheets. These items could be stock items or units, which are ready to cast at the first available production slot, with no molds to produce. Products like standard head, sills or pier caps and copings. The cost of establishing the molds is not same, thus for small production runs costs can be kept to the minimum. Also not forgetting lead times can be much shorter by not having to detail, obtain approval and then construct molds.
Semi Standard - Cast stone items Products, which are similar to details within our Technical specification sheets. But say vary in length or require slight mold adaptation or modification.
Purpose Made - Cast Stone items which are manufactured in accordance with the contract documents. These units are made from new purpose made concrete molds. These would probably be specialized units, which are not contained in our brochure. We have our own in house design department, who will assist you in the process of your design advising you in Careful thought must be given in the planning process for purpose made products. Please consider the following.
| Design and detailing of in house production drawings- Some times
it is of necessity to produce working drawings of Architects details
to enable production of molds.
This process can some times take any thing from 2-10 days, dependant on how long it takes to get details approved.
| |
| Approval of production drawings.
| |
| Production of Patterns- Sometimes it is necessary to produce units
from urethane or silicone rubber molds.
| |
| This may involve the pattern being produced and before molds are
manufactured, approval of the pattern may be necessary from the
Architect or Client.
| |
| Approval of production patterns
| |
| Manufacture of concrete molds
| |
| Production of Units
| |
| Curing of units
| |
| Packaging and Transportation to Site
|
Remember adequate time must be allowed for production of concrete molds.
Natural stone colors are achieved either by reliance on the color Colors of crushed rock and sands and aggregates or by the addition of pigments. White cement gray cement and a combination are often used. The use of pigments can give the cast stone greater scope in the selection of suitably graded aggregates, which permit good compaction and achieve a strong, dense mix. Iron oxides based pigments are normally used in small quantities (e.g. 0.2%-1% yellow iron oxide by weight of cement for yellow sandstone's and up to 5% red iron oxide for red sandstone). High proportions of pigment powder (above say 6 - 8% by weight of cement) are used fineline precast sometimes to achieve unusual colors like blues and browns but generally these should be avoided.
A variety of traditional ashlar finishes can be replicated with cast stone, including plain, boasted, tooled, rockfaced, vermiculated. The other ashlar finishes are normally produced from latex:sand or concrete mold liners.
| Semi Dry ~ Plain finishes normally produced using sealed plywood mold liners or, where the shape, detail or longevity for mold dictates, fiberglass is used. | |
| Wet Cast ~ unlike the semidry method, the wet cast mix produces a smooth cement surface which has to be removed after demolding to reveal the color and texture of the fines layer. The cement surface is removed by either acid etching or retarding the surface within the mold prior to curing and washing off after demolding to achieve a smaller large expose of aggregate. |
Here is where specialist aggregates can be used to achieve some wonderful and varied finishes and colors.
Dependant on the situation all cast stone both Wet and Dry Cast can be used. But there are limitations in the Dry Cast process as opposed to Wet Cast: -
| Semi Dry ~ Components requiring reinforcement which is more
complex than a few straight bars or a layer of fabric reinforcement
are not possible. This is because it is difficult to achieve thorough
compaction of semidry mixes using a pneumatic tamper in and around the
congested reinforcement. Therefore Wet Cast is the option. |
| Wet Cast ~ unlike the semidry method, the Wet Cast mix is poured into the mold as thick liquid mix and compaction is achieved by vibration. So even the more complex arrangement of bars can be compacted sufficiently. The added advantage being the need to put any secondary support like pressed or fabricated steel lintel saving costs. Also we can manufacture structural beams for larger vehicle entranceways for example. |
Cast Stone
Precast concrete
Precast concrete is usually used in lower end track homes where budget is
a concern, cast stone is usually used in higher end homes where budget is
not a major concern. The difference between cast stone and precast
concrete is easily seen, and even the novice can appreciate the high
quality limestone like finish on a cast stone product. Fireplace mantels
or as some call them fireplace mantles look beautiful when constructed
from cast stone. Cast stone fireplace mantels are used in any situation.
The fireplace mantels are both strong and fireproof. Fireplace mantels are
a thing of beauty when made from cast stone or precast concrete. Fireplace
mantels are also made from wood. Fireplace mantels or fireplace chimneys
are the main feature in any room and a fireplace mantel made from cast
stone or precast concrete is a sight to behold.
Cast stone by
Ventura Cast Stone
installed in California city's such as Los Angeles, Beverly Hills, Bel
Air, Ventura or Santa Barbara has to be mechanically fastened to the wood
frame of a building usually with stainless steel or galvanized
attachments, this because of earthquake codes. There are many
historical buildings in California with cast stone as part of their
facade. Cast stone in Los Angeles, Beverly hills, Bel Air, Ventura
and Santa Barbara was at it's most popular in the 1900's. In Santa
Barbara, cast stone was used extensively in the downtown district and also
in a primitive form at the Santa Barbara mission in the form of adobe, a
mixture of mud and straw or horsehair mixed with water and hand shaped
into molds. Cast stone in the City of Ventura was used mainly on
churches in the downtown area. Cast stone in Los Angeles was used in
many important buildings including the famous Los Angeles City hall.
In Santa Barbara cast stone and Santa Barbara stone were used in
conjunction in many historical buildings. Santa Barbara stone also
called Santa Barbara sandstone,Victorian Designs is found mainly in Santa Barbara county,
is removed from the ground in loose form, the Santa Barbara stone is then
cut and shaped by a stonemason into useable blocks. Commercial cast stone in
Haddonstone,
California precast, Adriatic precast, APS precast,napa stone, Studio Cast,CDI,ventura
cast stone, ventura precast,ventura columns, Victorian Designs ventura stone
Beverly Hills was used in the Beverly Hills City hall Victorian Designs and is now used on
many residential buildings. We also supply and install granite and
We also install the products exclusively manufactured by other company's
including, Sierra concrete design, Sierra stone and Dura art stone, Stone
legends, Moonlight molds, Fineline precast, Studio cast design,
Architectural products, Haddonstone, California precast, Adriatic precast,
APS precast, napa stone, Studio Cast precast,
These products include: cast stone columns, limestone, precast concrete, precast, cast, stone, limestone, sandstone, Beverly Hills,Beverly,Hills,Beverly Hills precast,Beverly Hills cast stone, los angeles, ventura, santa barbara, los angeles precast, los angeles columns,cast stone,precast concrete,concrete sandstone designs columns,los angeles precast,los angeles columns,santa barbara precast,santa barbara cast stone, santa barbara columns,santa barbara stone,los angeles cast stone,santa barbara columns,ventura cast stone,ventura precast,ventura columns, ventura concrete columns, los angeles cast stone, Cantera stone columns, santa barbara precast, santa barbara cast stone, santa barbara stone, santa barbara columns,Studio cast design,Victorian Designs Architectural products, Haddonstone, California precast, Adriatic precast, APS precast,napa stone, Studio Cast,CDI,ventura cast stone, ventura precast,ventura columns, Victorian Designs ventura stone. These products include Victorian Designs : cast stone, limestone, precast concrete, Los Angeles concrete columns, precast, cast, stone, limestone, sandstone, los angeles, ventura, santa barbara, los angeles precast, los angeles columns,los angeles commercial precast columns los angeles cast stone, santa barbara precast, santa barbara cast stone, santa barbara stone, santa barbara columns, ventura cast stone, CDI ventura precast, ventura columns, ventura stone, concrete molds, Malibu precast, Malibu stone, Malibu columns. We have many limestone and sandstone designs installed in the Los Angeles area.
We have installed products made by Sierra concrete design, Sierra stone and Dura art stone, Stone legends, Cantera stone columns, precast concrete,concrete columns,los angeles precast. Moonlight molds, Fineline precast, Studio cast design,Victorian Designs Architectural products, Haddonstone, California precast, Adriatic precast, APS precast, napa stone, Studio Cast, CDI, precast,
Home
●
Cast Stone Photo Album
Cast stone & Precast Products ●
Cast Stone Colors ●
Cast Stone Textures ●
About Ventura Cast Stone
● Cast Stone Catalog ●
What's New At Ventura Cast Stone ●
Contact Us ●
Cast Stone Links
● Cast
Stone Installation
● Job Opportunities
![]()
Last modified: 10/22/15
Copyright © 2002 Ventura Cast Stone,
Inc.
PO Box 552, Somis, CA 93066 (805) 386-8185 Fax: (805) 386-3002
|
|


{kind=link}